|
聯勤205廠自去年開始就出口T91零配件到美國,然後在美國WOLF工廠內組裝成T91的上槍身,開始在市場銷售。
7 F- o) B+ J; Q4 @, _/ _3 F; a$ f可以在美國買到跟台灣有點關係的東西,不管是張君雅還是科學麵,都是很令人興奮的! 這下子我的T91步槍克隆計劃就此啟動!
! s8 M2 B/ e, ^2 D" p# b先稍微解釋一下美國對槍械零件的法律管制
4 F8 p0 ]2 p# c5 _8 r& [& F上槍身包含槍管,上機匣,槍機,這些零件都不是管制品,表示任何人都可以購買,不需要背景調查。
# i7 j+ m: @6 o$ V% C下槍身,就是所謂的lower receiver,屬於管制品,完整的下槍身通常包含板機組,槍托,握把,但其中只有receiver這個東西購買時需要做背景調查,通過了,才可以擁有。(通過之後才可以包起來帶回家的意思)" e* }) x" r, X6 K; X8 ]4 [$ w
為什麼T91跟這個有關係呢? 6 i* H1 K, r, p2 ~
上槍身很容易就可以買到,但跟上槍身配合的下槍身上面要是刻著中華民國造5.56公厘T91步槍,那完整度不是更高嗎?
]1 Y* K, g: T0 m可是目前美國的法律不准從其他國家進口完整的整支步槍,更別說軍規T91的下槍身內有的連發,三發點放的火控裝置。2 ~3 I. _; Y* `7 Z: }
嘿嘿嘿,有趣的地方來了,雖然買不到T91的lower, 但是可以自己做!
- e- @% @, t/ d% x, w7 @( b美國的法律容許人民自行製造下槍身,還可以刻上任何文字或是編號。有全套五軸CNC的人,當然可以從一塊7075的鋁錠做出一個下槍身,但是沒有那些機斯頭的一般人,可以從相對簡單一點的80% lower開始。# }8 x" D& W- T+ y# X# u( b$ c! B
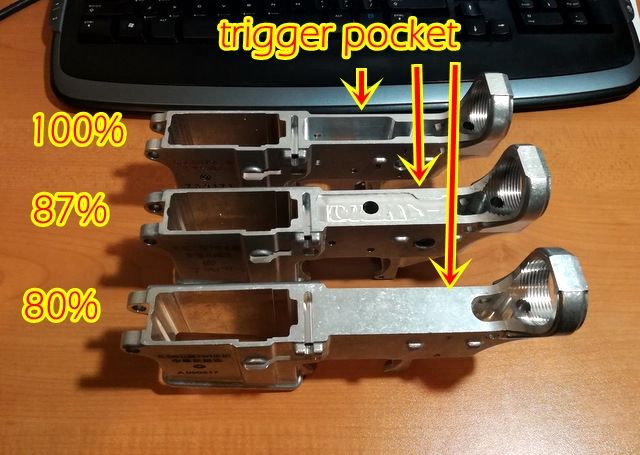
所謂AR-15 80% lower就是一個已經完成百分之80的AR15下機匣。* u# Y6 L2 M& @ a1 b! ]
 $ n" _ t v7 o g8 w: F5 A $ n" _ t v7 o g8 w: F5 A
這張圖有三個下機匣,一個是100%,已經挖好了,隨時可以裝上零件,一個是挖了一些80%lower,姑且說是87%,不能再高了! XD 另一個則是還沒有加工過的80%lower。可以看見那個trigger pocket在80%lower上面是實心的。3 j; N) [8 ^6 ^% c5 o- i( b6 h, A! t
之前提過,一般100%的下機匣是管制品,整把AR15所有的零件都可以買,只有下機匣的購買需要經過背景調查。; y: b R, G3 }8 s5 B
但是因為80% lower裡面裝板機跟保險的部分還沒有挖開,無法安裝板機,沒有辦法擊發子彈,也因為如此,法律上這塊鋁合金並不是一個管制零件。" |. h! m! U' J/ C# z! Q0 O6 I
一般人可以自行合法加工這塊鋁合金,讓她從80%變成100%,就可以把其他零件裝上去,成為一把完整的 AR-15步槍。1 [ f8 Q. s' G2 I/ A% d
我的計畫就從這個80%lower開始,在上面刻上中文T91步槍的字樣,刻上一些對我有意義的序號,如此,就可以有一把高完整度的民用版T91步槍!
" P0 y& M7 ~7 D1 n7 y& _& [第一步需要的就是買一些80 % Lower, 多買一些,我也沒有把握會不會做成功,所以計畫有一兩個可以做為練習品。
" N. g7 K. Q& q4 E7 ` 8 U% @4 d* O2 R' Y; Q2 v# o' I 8 U% @4 d* O2 R' Y; Q2 v# o' I
再來就是做出刻字的檔案,讓刻字公司可以用來刻上下機匣的中文字樣。" _4 O. r8 j; N, w! ]
我在網路上找了T91實槍的刻字圖樣,然後再用小畫家想辦法去畫出那個205廠的廠徽,做成刻字的圖樣的圖檔。
1 t1 }& N9 ?9 f: ?+ g
- G# A+ S1 k' m( W; _( N6 s2 V" I至於那個序號呢,我決定用我的兵籍號碼,我想再也沒有比這個更合適的號碼了! 想像可以擁有一把T91步槍,上面的號碼就是個人的兵籍號碼,這感覺簡直太棒了! 9 g- F* Q$ K8 l. }- _
好幾個星期後,終於有了刻好字的80% lower了! 好棒的感覺!2 B( b* ~3 x2 L9 l. H6 y, j
 - j) H8 C# }3 g! n - j) H8 C# }3 g! n
沒錯,那是我的兵籍號碼! 有退伍令為證!$ q' X6 A' p! W5 N2 l- T3 d+ ~

- f. g) E7 K9 O7 }4 ^' P離一把個人化的T91步槍越來越接近了,真是令人興奮不已!!- s9 Z# q$ S* n
再來就可以準備開工了! 以下是所需要的工具:4 ?7 t( g6 X9 s( g
工具
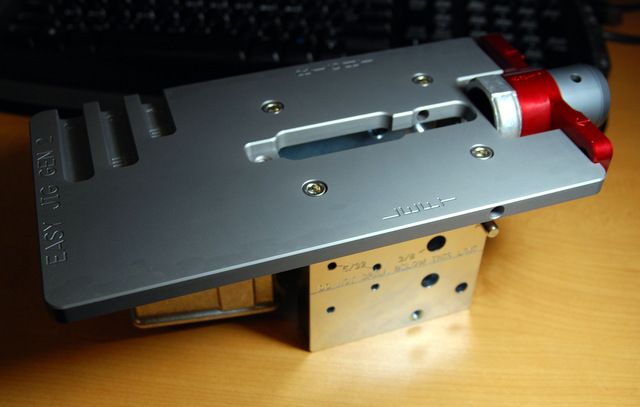
- _; @# X c, X% a0 n& Z1. Jig,夾具,就是把下機匣夾住,讓切割工具可以正確地切割鑽孔的工具,上面會有需要鑽洞的範本(template),我買的是easy jig第二代
; Y4 g) q6 o: P; l- f7 h( y , m* M7 P+ `$ q7 S6 h& B/ x% K , m* M7 P+ `$ q7 S6 h& B/ x% K
 5 {0 v1 E) i# U' q& n0 c* E& L2 N& l 5 {0 v1 E) i# U' q& n0 c* E& L2 N& l
8 W' D' T& P' o! R4 s2. Drill press vise, 就是一個小夾具,方便固定那個夾lower的夾具
3 G# h2 p4 N: h: Z. ?6 h , b0 X# G$ F7 Q: n$ s# T4 k, [ , b0 X# G$ F7 Q: n$ s# T4 k, [
3. 固定drill press vise的夾具,好像進入無限迴圈似的,這個夾具把drill press vise固定在工作檯上
( U4 A; i0 m- C; `4. 電鑽,手持的或是座台式的都可以,我是先用手持電鑽,鑽歪了兩個下機匣後才買座台式電鑽
' Y; W* \7 X0 u
& @* J0 b8 p/ i' J9 B0 v' N4 Z0 a5. Router, 這工具就是用來掏空公司的,啊,不是,我的意思是挖空那個容納版機組的下機匣空間用的,上面要裝上那根end mill
1 H+ B# p7 S; ]0 x9 z
3 d# d5 K, {1 O5 U/ ], d6. 電子式的水平儀/ B) T8 y$ b/ _. \* M: r( C b7 Z
 , C0 N2 q% L1 @! P0 @! L , C0 N2 q% L1 @! P0 @! L
7. 吸塵器,吸力越強越好,有內袋的更方便,可以不用再次清理那些鋁屑,吸完了包一包就可以丟掉!& L% b, ^/ I/ l a

2 L+ }# V. T% F6 i8. 護目鏡,這很重要,超重要,那些鋁屑飛到眼睛可不是開玩笑的* G; x, t/ O+ J6 L/ t
9. 耳罩,router 跟吸塵器一起開,很吵,超大聲,聽力很重要,失去了就回不來,所以要好好保護
! t6 M8 \/ _, F4 H3 J: I7 ?' T1 O" V
+ \( M* ~' Z1 |7 \. T9 [9 w10. 手套- R7 `8 w. {# n. q( d, {
11. 切割油,切削金屬的潤滑冷卻油% Q0 `/ t U- c8 K3 \' \
' x/ g- {: T' S. e' S
步驟
$ ^3 t/ ^# g& \' c2 }( l$ V4 y) X, U; I% L1. 把座台式鑽孔機先設置好,也就是確認鑽頭式垂直的。再來把80% lower放入夾具中,放到改造過的座台式鑽孔機的鑽台上面,也是確定水平。
, ~: C, q' Z; R/ g' \
8 q8 H7 f0 {+ s; {6 {7 B ' b7 U o. F9 l) Z: w5 D ' b7 U o. F9 l) Z: w5 D
2. 鑽火控保險洞(fire control hole),這個是八分之三英吋的大小,不要鑽透% i; \' V7 I Q& E; O* J
 # F I( w0 T' ~) b# e( ?. \9 X0 N # F I( w0 T' ~) b# e( ?. \9 X0 N
3. 翻面,鑽另一面
4 i% c1 S6 R$ e/ ~4. 鑽版機跟擊錘的小洞,三十二分之五英吋的鑽頭$ {7 ?: X7 v& G7 D- [+ Y" d% {) k+ ?9 G
5. 翻面,鑽版機跟擊錘的小洞8 I- t* V: a. Q6 [4 \+ x3 b9 i
這三個洞鑽好的樣子
& Q) L+ d! s* A6 W7 ?+ D # @: x. o( z- ?' r4 k S # @: x. o( z- ?' r4 k S
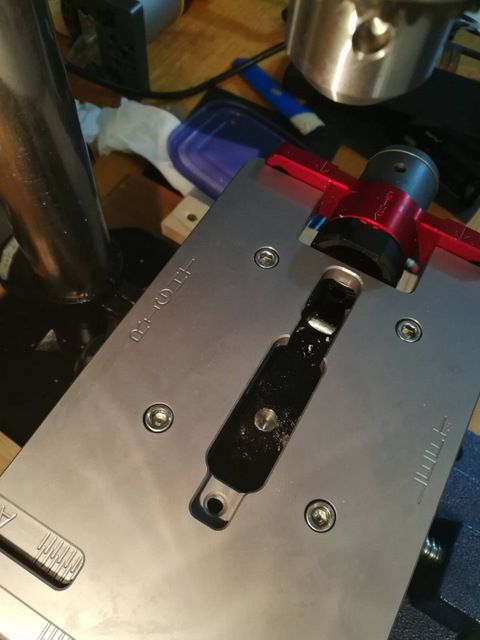
6. 把jig立起來,也是確認水平,之後鎖上另一個adapter, 鑽版機的出口,這個洞要鑽透,因為等一下用router 要掏空整個板機組的時候那個end mill的頭需要這個洞做pilot hole,導孔
% D6 y/ Q& \' f$ G. e8 G8 x ) a& j7 a7 @ i+ a* o# G ) a& j7 a7 @ i+ a* o# G
 : M1 ~) B4 g% Q$ V1 {" T/ G) k6 k/ ~ : M1 ~) B4 g% Q$ V1 {" T/ G) k6 k/ ~
7 [7 e/ @3 {2 b- d9 j7. 開始用router 一層一層把板機組挖空,每次調整的深度越淺越好,可以讓銑削的表面更平整光滑,這個過程最耗時間,算是耐心活。2 r: g& m4 U- z! Q& v# V: U5 f6 r
 # M2 u" |' G; F4 y' W7 q8 d8 W3 t # M2 u" |' G; F4 y' W7 q8 d8 W3 t
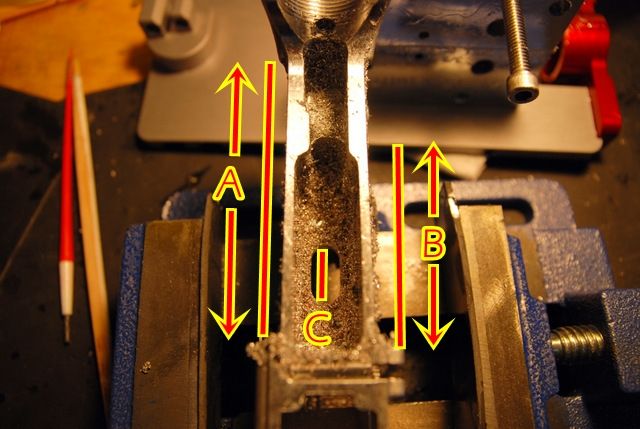
8. Jig的上層有一個end mill立銑刀的深度表,分有ABC三階段,A段就是整個板機組空間都挖,且挖到後面那段,B段就是挖主要的板機組空間,C段就是挖開下面那個讓版機可以伸出去的空間4 w$ [: C, C ]! L0 f6 M/ @
 ) ?* ^- m. W8 x3 C ) ?* ^- m. W8 x3 C
到目前為止已經完成三個下機匣
0 S6 _/ {) s& s* H! f: S 
3 `$ {% Z7 x3 r( y- w0 X2 }$ @ . @) B' N2 E! P3 _& U0 |. w . @) B' N2 E! P3 _& U0 |. w
  ! B y* z; V2 U- q' U& Z0 s' `2 w ! B y* z; V2 U- q' U& Z0 s' `2 w
/ H/ @( ~7 q' E4 o! N3 V
這時就可以把板機跟其他的零件都裝進去lower裡面,然後就可以準備跟上槍身結合了!
- j7 O; o0 g! `7 d一點金屬加工的心得
; Y/ T7 B1 T( U5 B9 _8 L! d金屬加工對我來說是初體驗,感覺跟木工是完全不同的感受,金屬碎屑的處理要比木屑更費心,深深體會金屬加工業真是高污染的工業!
; C% q8 A4 l; t8 W1 A- c到目前為止大概有抓到一些細節跟訣竅,比如說是切割頭(end mill)的冷卻潤滑,鋁屑的處理,工具的安裝,定位,我想最重要的是水平定位,定位決定鑽的角度是否正確。1 N) x& L* {2 K3 Q+ O8 @
覺得一定要有的工具是電子式水平儀,只靠氣泡式的不夠精確。
' U3 v: b9 ^8 E+ e6 T下機匣能夠正常且安全地擊發(或是不走火),最重要的是那三個洞,trigger pin,擊錘 pin,還有fire control 的洞,位置跟角度一定要在spec之內。
. U* K4 Z+ `* P" c這部分就是要確定鑽頭跟lower的角度要垂直。/ q( e; J8 i# U; A
要達成垂直的角度,先要確定drill press的固定是90度,用水平儀量鑽頭的角度。
6 O6 W3 q2 P& w( ^8 r( }再來就是確定jig在drill press bed上也是完全水平。
4 f% j3 d2 \9 U& a確認鑽頭的位置後,要固定住jig在drill press bed上。
6 a* u8 z4 x- n" ~在鑽這三個洞時,鑽頭上,夾具上,以及 lower上都要有潤滑油
$ h0 I4 d0 z/ Q9 F不開電,用drill press模擬鑽頭往下的動作,確認鑽頭是在夾具的洞的正中央,(上下移動時沒有磨擦到夾具)! ~, H& h, ^" k) o
我的Drill press bed不夠高,也不夠大,所以另外切木頭做一個平台,好固定drill press vise' Q9 t4 S: r" z) O, H
Jig在drill press的鑽頭往下鑽的時候會有壓力,不管用drill press vise鎖多緊都會因為只有鎖住那片router平台而讓lower產生一點點往下的位移,這會讓準度跑掉,解決方案就是做一個木床,讓jig在平台上遭受下壓力時不會讓lower在夾具中發生位移。( ]/ O+ U/ `* l2 P! v3 s( o7 y

, I5 h5 @/ Q \, a立銑刀End mill裝上router之前需要用brake cleaner清潔掉上面所有的油,router的夾緊機制也需要用brake cleaner清到完全沒有油滯留,這樣才可以夾緊。& N# I6 o7 T) G5 x8 x: m
需要把router跟那個下面調整高度的座完全分離的時候才可以用工具去有足夠的力距去鎖end mill.% s. V' n. ~; [1 i( Y
切割頭上每一次調整切割的深度的時候都要加上切割油,還有要rout的表面也要切割油,我發現有無潤滑有很大的差別。可以從切割的順暢度以及震動感覺出來。, f5 ^4 G6 P) F, b" Y
大型吸塵器需要全時接上,切割的時候要一直吸,用膠帶把jig整個包住,製造出一個seal的空間,這樣鋁屑幾乎可以完全吸掉,不會跑出來。9 D8 j4 e% n+ }# z3 Q
隨著挖的深度增加,鋁屑會越來越不容易被吸走,這時候需要一個比較小的吸頭伸進去trigger packet去吸掉多餘的鋁屑。
- M6 p' m& m6 ?- L$ Q5 ]; o) I也因為所有機器同時開啟,非常吵雜,護目鏡跟耳罩是一定需要全時戴上。
, O( {$ @, r; N' o9 }/ R第一個挖好的lower從jig上面拆下來時,那種心情實在是非常開心!. @7 E# i4 e0 V7 V5 ~ ~# `9 W
我的第一個lower左邊fire control 鑽洞位置因為第一次用手持電鑽鑽的時候角度沒有抓到垂直,所以差了大約1mm左右,因為手持電鑽實在不容易控制,後來是用JB weld把洞補起來,用座台式電鑽重新鑽過,位置才正確。/ F+ c# [8 j0 n! N/ t. \1 H, s

( j& l+ h: ~7 U9 [$ ]( ~或許有人會覺得怎麼這麼搞剛,太麻煩了。隨便找個下槍身合起來,可以打就好了,也不過就是塊金屬,一支步槍。
, F- y8 p& @; {. _4 h1 p其實,做這個T91 clone,是我用來紀念那段曾經有汗水,有傷感,五味雜陳很有感覺的一年十個月的兵役記憶。
! O- e) x; i7 O- S0 b- G% e5 Q- d, D: ^- z$ Z( W
幾個下槍身,除了這個刻兵籍號碼,另一個刻梯次,一個刻部隊信箱號碼。5 s# l; A2 [9 v x
都是曾經刻骨銘心的數字。
2 l5 q& i/ O1 U4 d- LMake no mistake, 那一年十個半月什麼狗屁倒灶什麼奇奇怪怪的事情都見過了,在那個沒有智慧型手機的年代,用一層一層的油漆,黑色奇異筆塗過去的,或是被燒掉的,其實有很多都是不想再回憶的過去。但是20幾年過去之後,我似乎慢慢可以體會到那些經歷存在我人生中的一點意義。
0 D8 O: s8 F& N& ]$ G, K8 i# w目前裝上去的下槍身編號是我的部隊信箱號碼,陽極處理過了。* F4 }8 S7 m& T& [8 v: E

! R. ~& e+ }# Y3 ]" r: q. ]333師。九洞八七八。
* E& Z" b) ]; ?聽說後來這些部隊編號都重編了,或許那些部隊番號的所謂歷史意義也只能留在心裡了....
/ ]0 e8 ]- o/ a不過一堆星星都去對岸抱大腿了,說這些也沒有用了。 a0 O! A V' [, z, M$ m$ r
真的說太多了,看圖吧~
' v5 v, {% v9 C9 r1 I8 Z/ Z 1 B" r) r4 ]$ @# l$ j 1 B" r) r4 ]$ @# l$ j
T91很有巧思的活塞連桿設計,我拆過SIG 516,HK MR556A1,Adam Arms的活塞,我覺得T91的設計絕對不輸這些! T91沒有活塞環(gas ring),加上所有會動的零件都被包覆起來,阻絕飛砂走石的效果應該很不錯。
% R+ D% k. D6 A K& S/ J6 E
: A- G/ e3 i1 V$ s這個就別說了,民用版是轉不到1跟S之外的地方的!4 ]1 V9 s0 o# [2 V, \8 f

5 G5 g$ ^6 F( {; U q & w) k6 r' c; a/ N' u & w) k6 r' c; a/ N' u
民用版的防火帽後來都不是軍規有孔洞的造型,所以要換成軍規有抑制槍口上揚的有洞的防火帽。
* D3 X: C, ]) k u3 f 0 O4 x4 N3 Z4 K% u 0 O4 x4 N3 Z4 K% u
素顏照,附提把照門。
1 [4 F# ?8 M Z8 _! r
' ^9 s; M% _! {: A1 n( K裝上Aimpoint 內紅點,加上半透明彈匣,應該有兇狠一點。
% \9 [( e4 u5 u
2 T/ O* P! V# j1 o1686,我的陸軍梯次。* `0 Q) e2 B" O, y6 l

) N: c9 c7 h( b" Q" {* K) b兩個下槍身還沒有塗裝完成。
! G) `7 \+ @4 k1 } & A6 e7 w: O8 v: E3 S4 J* U & A6 e7 w: O8 v: E3 S4 J* U
我的Colt Socom 14.5 英吋 M4,跟T91合影。
; l, N! z: v5 i: H; {
7 ~6 w' {: u6 J! I& Q7 Y. b目前我全部AR裡面唯一可以上刺刀的,就是這把M4。
0 l+ p% F, o) ~
3 |$ F, A l4 {' X1 \ i* H還有一個老大哥來插花,205廠的長官們,如果有看到的話,拜託拜託,出個婦科版,啊不是啦,出個復刻版的T65K2的上機匣套件組,一定有市場。
# H- M' n" o8 W) ^1 M. l9 b3 L
; P& ]5 q" l. D5 l所有T91/T65K2下機匣的大集合! (我知道,我也希望全都是我的!)$ _) J! V5 K* }0 E+ p
 6 P( _) c( E# Y7 Z/ f& F+ i 6 P( _) c( E# Y7 Z/ f& F+ i
還沒有時間上靶場試試準度,待續囉~7 F4 m$ }8 f. B4 p
謝謝! |








 樓主
樓主