|
Įp¶Ō205¼t¦Ū„h¦~¶}©l“N„X¤fT91¹s°t„óØģ¬ü°ź”AµM«į¦b¬ü°źWOLF¤u¼t¤ŗ²ÕøĖ¦ØT91Ŗŗ¤WŗjØ”A¶}©l¦b„«³õ¾P°ā”C
: M- }; J& V4 y( d„i„H¦b¬ü°ź¶RØģøņ„xĘW¦³ĀIĆö«YŖŗŖF¦č”A¤£ŗŽ¬O±i§g¶®ĮŁ¬O¬ģ¾ĒÄŃ”A³£¬O«Ü„O¤Hæ³¾ÄŖŗ! ³o¤U¤l§ŚŖŗT91ØBŗj§J¶©p¹ŗ“N¦¹±Ņ°Ź!3 N7 ~& A& f: W, {
„żµy·LøŃÄĄ¤@¤U¬ü°ź¹ļŗj±ń¹s„óŖŗŖk«ßŗŽØī- X8 k0 r8 u& O# _" b$ Q1 S, P
¤WŗjØ„]§tŗjŗŽ”A¤W¾÷§X”Aŗj¾÷”A³oØĒ¹s„󳣤£¬OŗŽØī«~”AŖķ„Ü„ō¦ó¤H³£„i„HĮŹ¶R”A¤£»ŻnI“ŗ½Õ¬d”C
9 ~. ` J. ~' e2 I4 p' m1 h¤UŗjØ”A“N¬O©Ņæ×Ŗŗlower receiver”AÄŻ©óŗŽØī«~”A§¹¾ćŖŗ¤Uŗjسq±`„]§tŖO¾÷²Õ”Aŗj¦«”A“¤§ā”A¦żØ䤤„u¦³receiver³oÓŖF¦čĮŹ¶R®É»Żn°µI“ŗ½Õ¬d”A³q¹L¤F”A¤~„i„H¾Ö¦³”C(³q¹L¤§«į¤~„i„H„]°_ØÓ±a¦^®aŖŗ·N«ä)6 M) I6 W! q1 d* p$ U J7 y4 m, x# ?
¬°¤°»ņT91øņ³oÓ¦³Ćö«Y©O?
3 r9 o5 q/ R. y& W' X2 a¤WŗjØ«Ü®e©ö“N„i„H¶RØģ”A¦żøņ¤WŗjØ°t¦XŖŗ¤UŗjؤW±n¬OØčµŪ¤¤µŲ„Į°ź³y5.56¤½ĶłT91ØBŗj”AØŗ§¹¾ć«×¤£¬O§ó°Ŗ¶Ü? 7 h, E: M, J! J
„i¬O„Ų«e¬ü°źŖŗŖk«ß¤£ć±qØä„L°ź®a¶i¤f§¹¾ćŖŗ¾ć¤äØBŗj”A§ó§O»”x³WT91Ŗŗ¤Uŗjؤŗ¦³Ŗŗ³sµo”A¤TµoĀI©ńŖŗ¤õ±±øĖøm”C
, i4 |2 q4 U& `- h9 g¼K¼K¼K”A¦³½ģŖŗ¦a¤čØÓ¤F”AĮöµM¶R¤£ØģT91Ŗŗlower, ¦ż¬O„i„H¦Ū¤v°µ!
# \5 V( U, ~! i! M6 u& E¬ü°źŖŗŖk«ß®e³\¤H„Į¦Ū¦ę»s³y¤UŗjØ”AĮŁ„i„HØč¤W„ō¦ó¤å¦r©Ī¬O½sø¹”C¦³„ž®M¤¶bCNCŖŗ¤H”A·ķµM„i„H±q¤@¶ō7075Ŗŗ¾Tæõ°µ„X¤@Ó¤UŗjØ”A¦ż¬OØS¦³ØŗØĒ¾÷“µĄYŖŗ¤@Æė¤H”A„i„H±q¬Ū¹ļĀ²³ę¤@ĀIŖŗ80% lower¶}©l”C
- e6 D8 ^: I( |©Ņæ×AR-15 80% lower“N¬O¤@Ó¤wøg§¹¦Ø¦Ź¤Ą¤§80ŖŗAR15¤U¾÷§X”C" q0 z5 q$ A& p, a; f
 k9 `. E6 l+ K, T. n* @ k9 `. E6 l+ K, T. n* @
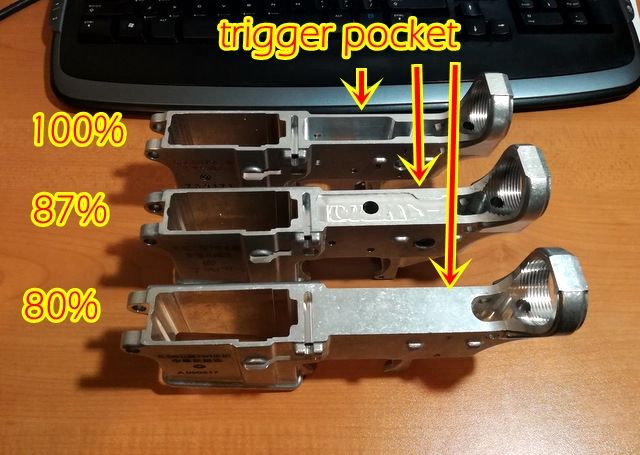
³o±i¹Ļ¦³¤TÓ¤U¾÷§X”A¤@Ó¬O100%”A¤wøg«õ¦n¤F”AĄH®É„i„HøĖ¤W¹s„ó”A¤@Ó¬O«õ¤F¤@ØĒ80%lower”A©h„B»”¬O87%”A¤£Æą¦A°Ŗ¤F! XD „t¤@Ó«h¬OĮŁØS¦³„[¤u¹LŖŗ80%lower”C„i„H¬ŻØ£ØŗÓtrigger pocket¦b80%lower¤W±¬O¹ź¤ßŖŗ”C
/ r! j6 @* j" q3 X9 s¤§«e“£¹L”A¤@Æė100%Ŗŗ¤U¾÷§X¬OŗŽØī«~”A¾ć§āAR15©Ņ¦³Ŗŗ¹s„󳣄i„H¶R”A„u¦³¤U¾÷§XŖŗĮŹ¶R»Żnøg¹LI“ŗ½Õ¬d”C
8 H; v. _" B* r¦ż¬O¦]¬°80% lowerøĢ±øĖŖO¾÷øņ«OĄIŖŗ³”¤ĄĮŁØS¦³«õ¶}”AµLŖk¦wøĖŖO¾÷”AØS¦³æģŖkĄ»µo¤l¼u”A¤]¦]¬°¦p¦¹”AŖk«ß¤W³o¶ō¾T¦XŖ÷ØƤ£¬O¤@ÓŗŽØī¹s„ó”C3 q% `4 A) y v' _9 I. j, g/ f
¤@Æė¤H„i„H¦Ū¦ę¦XŖk„[¤u³o¶ō¾T¦XŖ÷”AÅż¦o±q80%ÅܦØ100%”A“N„i„H§āØä„L¹s„óøĖ¤W„h”A¦Ø¬°¤@§ā§¹¾ćŖŗ AR-15ØBŗj”C3 P$ T C5 J8 E9 g/ B/ T
§ŚŖŗpµe“N±q³oÓ80%lower¶}©l”A¦b¤W±Øč¤W¤¤¤åT91ØBŗjŖŗ¦r¼Ė”AØč¤W¤@ØĒ¹ļ§Ś¦³·NøqŖŗ§Ēø¹”A¦p¦¹”A“N„i„H¦³¤@§ā°Ŗ§¹¾ć«×Ŗŗ„Į„ĪŖ©T91ØBŗj! o7 Y8 T4 p+ b* e: b E N
²Ä¤@ØB»ŻnŖŗ“N¬O¶R¤@ØĒ80 % Lower, ¦h¶R¤@ØĒ”A§Ś¤]ØS¦³§ā“¤·|¤£·|°µ¦Ø„\”A©Ņ„Hpµe¦³¤@ØāÓ„i„H°µ¬°½m²ß«~”C$ B+ y4 Q6 |% x5 X/ T4 N

& Q. p- d2 x! V1 [% V: w$ m8 S¦AØÓ“N¬O°µ„XØč¦rŖŗĄÉ®×”AÅżØč¦r¤½„q„i„H„ĪØÓØč¤W¤U¾÷§XŖŗ¤¤¤å¦r¼Ė”C
: C# Z0 h3 j3 n. @, b# w§Ś¦bŗōøō¤W§ä¤FT91¹źŗjŖŗØč¦r¹Ļ¼Ė”AµM«į¦A„Ī¤pµe®a·QæģŖk„hµe„XØŗÓ205¼tŖŗ¼tĄ²”A°µ¦ØØč¦rŖŗ¹Ļ¼ĖŖŗ¹ĻĄÉ”C
% a6 M( a d& L 8 l: k4 [. ^0 c7 y5 {& }7 Y 8 l: k4 [. ^0 c7 y5 {& }7 Y
¦Ü©óØŗÓ§Ēø¹©O”A§ŚØM©w„Ī§ŚŖŗ§LÄyø¹½X”A§Ś·Q¦A¤]ØS¦³¤ń³oÓ§ó¦X¾AŖŗø¹½X¤F! ·Q¹³„i„H¾Ö¦³¤@§āT91ØBŗj”A¤W±Ŗŗø¹½X“N¬OÓ¤HŖŗ§LÄyø¹½X”A³o·PıĀ²Ŗ½¤Ó“Ī¤F!
0 s8 }4 z7 p$ o3 m( u% \" J8 {¦n“XÓ¬P“Į«į”A²×©ó¦³¤FØč¦n¦rŖŗ80% lower¤F! ¦n“ĪŖŗ·Pı!
s4 h5 c' l# c+ o4 R- ~8 E5 P
, C# W6 t# c" \ØSæł”AØŗ¬O§ŚŖŗ§LÄyø¹½X! ¦³°h„ī„O¬°ĆŅ!* g& V- Z* ^; }- L3 B D2 W0 [( c

9 z6 x, a& ~2 cĀ÷¤@§āÓ¤H¤ĘŖŗT91ØBŗj¶VØÓ¶V±µŖń¤F”AÆu¬O„O¤H泾Ĥ£¤w!!2 D- [: O3 v9 M# u( B/ y0 A
¦AØÓ“N„i„H·Ē³Ę¶}¤u¤F! „H¤U¬O©Ņ»ŻnŖŗ¤uØć:
! r) H# u& d3 J: r2 ~6 L% o¤uØć( M( A- K3 v# b* ^- G; Z
1. Jig”A§ØØć”A“N¬O§ā¤U¾÷§X§Ø¦ķ”AÅż¤Į³Ī¤uØć„i„H„æ½T¦a¤Į³ĪĘp¤ÕŖŗ¤uØć”A¤W±·|¦³»ŻnĘp¬}Ŗŗ½d„»(template)”A§Ś¶RŖŗ¬Oeasy jig²Ä¤G„N& _5 F# }6 u& |% [
 4 y* `6 `' j+ z5 K2 B! u8 V 4 y* `6 `' j+ z5 K2 B! u8 V

, H. r; m9 d, l& Y! J$ ~: D6 x; y& y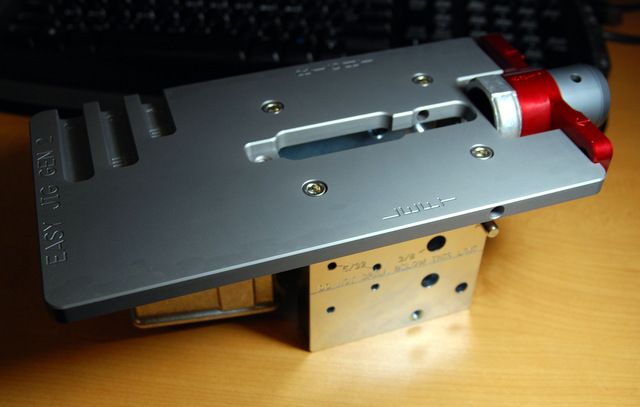
E7 X- c& \% k: M2 A( j* [2. Drill press vise, “N¬O¤@Ó¤p§ØØć”A¤č«K©T©wØŗÓ§ØlowerŖŗ§ØØć
' A2 H; P* d& I, ^! m
2 u5 I& X6 g; ?$ v- e3. ©T©wdrill press viseŖŗ§ØØć”A¦n¹³¶i¤JµL°j°é¦üŖŗ”A³oÓ§ØØć§ādrill press vise©T©w¦b¤u§@Āi¤W# I# }; n; B; c- ?
4. ¹qĘp”A¤ā«łŖŗ©Ī¬O®y„x¦”Ŗŗ³£„i„H”A§Ś¬O„ż„Ī¤ā«ł¹qĘp”AĘp¬n¤FØāÓ¤U¾÷§X«į¤~¶R®y„x¦”¹qĘp% R1 h* s. ~' z0 H. U! J

# \6 ^' K9 B; t. N* t. o9 W, b5. Router, ³o¤uØć“N¬O„ĪØÓ±ĒŖŤ½„qŖŗ”A°Ś”A¤£¬O”A§ŚŖŗ·N«ä¬O«õŖÅØŗÓ®eÆĒŖ©¾÷²ÕŖŗ¤U¾÷§XŖŶ”„ĪŖŗ”A¤W±nøĖ¤WØŗ®Śend mill- e& a; ?# n( {0 }/ ?% N/ P
 5 o3 e [ A# `! j$ @% ? 5 o3 e [ A# `! j$ @% ?
6. ¹q¤l¦”Ŗŗ¤ō„»ö2 g4 [) h0 [; L7 _- t

& r9 d& |4 L1 ?7. §l¹Š¾¹”A§l¤O¶V±j¶V¦n”A¦³¤ŗ³UŖŗ§ó¤č«K”A„i„H¤£„Ī¦A¦ø²M²zØŗØĒ¾T®h”A§l§¹¤F„]¤@„]“N„i„H„į±¼!
/ S& l. D" n2 \: | B' C- x$ F$ w' U' r B' C- x$ F$ w' U' r
8. Å@„ŲĆč”A³o«Ü«n”A¶W«n”AØŗØĒ¾T®høØģ²“·ś„i¤£¬O¶}Ŗ±ÆŗŖŗ
* r6 r M: J8 E* O9. ¦Õøn”Arouter øņ§l¹Š¾¹¤@°_¶}”A«Ü§n”A¶W¤jĮn”AÅ„¤O«Ü«n”A„¢„h¤F“N¦^¤£ØÓ”A©Ņ„Hn¦n¦n«OÅ@
5 x+ `1 F3 Q5 e. Y* U" G6 n 7 i, Q7 ?& V. r' B/ I* S 7 i, Q7 ?& V. r' B/ I* S
10. ¤ā®M
+ G2 e6 {0 h# n M/ c: ?7 `- j5 Q# p11. ¤Į³ĪŖo”A¤Į«dŖ÷ÄŻŖŗ¼ķ·Ę§N«oŖo4 ^1 s) ^# z7 n7 ^
# t6 F( l' W, ]5 B2 u
ØBĘJ
" {- X! C6 S& l6 j x- T; X: J1. §ā®y„x¦”Ęp¤Õ¾÷„ż³]øm¦n”A¤]“N¬O½T»{ĘpĄY¦”««Ŗ½Ŗŗ”C¦AØÓ§ā80% lower©ń¤J§ØØ椤”A©ńØģ§ļ³y¹LŖŗ®y„x¦”Ęp¤Õ¾÷ŖŗĘp„x¤W±”A¤]¬O½T©w¤ō„”C2 h# P( l8 B, b$ s" @
 ' _& s" a' M+ u& v8 C p ' _& s" a' M+ u& v8 C p
 6 e: a0 B4 m! D9 G 6 e: a0 B4 m! D9 G
2. Ęp¤õ±±«OĄI¬}(fire control hole)”A³oÓ¬O¤K¤Ą¤§¤T^¦TŖŗ¤j¤p”A¤£nĘp³z
. B$ K9 I9 Y) I. G . i& r# s+ A' c1 L . i& r# s+ A' c1 L
3. Ā½±”AĘp„t¤@±
5 F$ u' P% i# w, q9 I$ K% ~4 u( ~0 x4. ĘpŖ©¾÷øņĄ»ĮčŖŗ¤p¬}”A¤T¤Q¤G¤Ą¤§¤^¦TŖŗĘpĄY
/ M1 W5 W. m! `. ~5. Ā½±”AĘpŖ©¾÷øņĄ»ĮčŖŗ¤p¬}
% @8 K' Z* d+ d# [4 j* g/ ~³o¤TÓ¬}Ęp¦nŖŗ¼Ė¤l
6 p0 j6 Q# Q, c ) d7 @$ R3 w8 o' z2 c ) d7 @$ R3 w8 o' z2 c
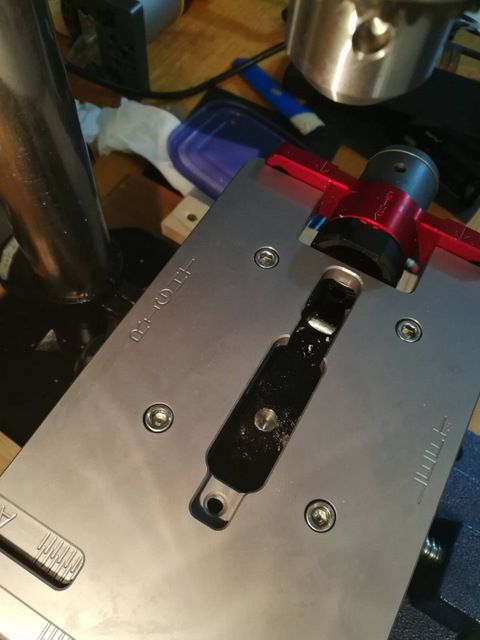
6. §ājig„ß°_ØÓ”A¤]¬O½T»{¤ō„”A¤§«įĀź¤W„t¤@Óadapter, ĘpŖ©¾÷Ŗŗ„X¤f”A³oÓ¬}nĘp³z”A¦]¬°µ„¤@¤U„Īrouter n±ĒŖžćÓŖO¾÷²ÕŖŗ®ÉŌØŗÓend millŖŗĄY»Żn³oÓ¬}°µpilot hole”A¾É¤Õ
1 Y2 J# X% C5 ` ) s$ Q; E3 q3 n! |$ | ) s$ Q; E3 q3 n! |$ |
 : b! B. T9 G8 n; x : b! B. T9 G8 n; x
0 n. \! w% X* T4 j7. ¶}©l„Īrouter ¤@¼h¤@¼h§āŖO¾÷²Õ«õŖÅ”AØC¦ø½Õ¾ćŖŗ²`«×¶V²L¶V¦n”A„i„HÅż»Ń«dŖŗŖķ±§ó„¾ć„ś·Ę”A³oÓ¹Lµ{³ĢÆӮɶ””Aŗā¬O@¤ß¬””C
1 [- z1 N' B% M4 O
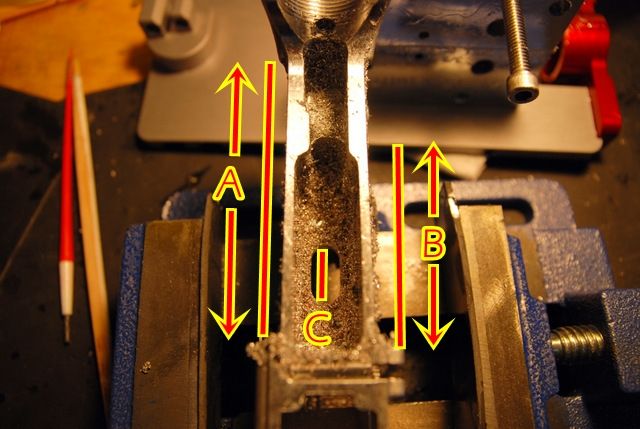
/ F7 O+ h) {, f0 `8. JigŖŗ¤W¼h¦³¤@Óend mill„߻ѤMŖŗ²`«×Ŗķ”A¤Ą¦³ABC¤T¶„¬q”AA¬q“N¬O¾ćÓŖO¾÷²ÕŖŶ”³£«õ”A„B«õØģ«į±Øŗ¬q”AB¬q“N¬O«õ„DnŖŗŖO¾÷²ÕŖŶ””AC¬q“N¬O«õ¶}¤U±ØŗÓÅżŖ©¾÷„i„H¦ł„X„hŖŗŖŶ”3 G+ [( F/ }1 A" l' P0 P" o5 W
 + }' S0 n6 b% Y5 U/ N- Q! D2 J9 i + }' S0 n6 b% Y5 U/ N- Q! D2 J9 i
Øģ„Ų«e¬°¤ī¤wøg§¹¦Ø¤TÓ¤U¾÷§X
* z) a6 r' I" Q e2 `3 m 
/ o4 x5 j! l" j( B) { 0 ]7 [5 K. I% { 0 ]7 [5 K. I% {
  3 Q5 F. u5 T2 U; o& T5 x8 M 3 Q5 F. u5 T2 U; o& T5 x8 M
! @3 {2 G/ h1 m+ M! Y, I
³o®É“N„i„H§āŖO¾÷øņØä„LŖŗ¹s„ó³£øĖ¶i„hlowerøĢ±”AµM«į“N„i„H·Ē³Ęøņ¤Wŗjص²¦X¤F!& M0 {8 F* B2 n6 d
¤@ĀIŖ÷ÄŻ„[¤uŖŗ¤ß±o' n- n2 l' V- K7 a! R
Ŗ÷ÄŻ„[¤u¹ļ§ŚØÓ»”¬OŖģÅéÅē”A·Pıøņ¤ģ¤u¬O§¹„ž¤£¦PŖŗ·PØü”AŖ÷ÄŻøH®hŖŗ³B²zn¤ń¤ģ®h§ó¶O¤ß”A²`²`Åé·|Ŗ÷ÄŻ„[¤u·~Æu¬O°Ŗ¦Ć¬VŖŗ¤u·~!& b: G9 `0 {8 d6 U! l9 ^0 T
Øģ„Ų«e¬°¤ī¤j·§¦³§ģØģ¤@ØĒ²Óø`øņ³ZĀ¬”A¤ń¦p»”¬O¤Į³ĪĄY(end mill)Ŗŗ§N«o¼ķ·Ę”A¾T®hŖŗ³B²z”A¤uØćŖŗ¦wøĖ”A©w¦ģ”A§Ś·Q³Ģ«nŖŗ¬O¤ō„©w¦ģ”A©w¦ģØM©wĘpŖŗؤ«×¬O§_„æ½T”C% B# i4 V+ y; o' H
ı±o¤@©wn¦³Ŗŗ¤uØć¬O¹q¤l¦”¤ō„»ö”A„u¾a®šŖw¦”Ŗŗ¤£°÷ŗė½T”C. J( O8 f/ ^/ g
¤U¾÷§XÆą°÷„æ±`„B¦w„ž¦aĄ»µo(©Ī¬O¤£Ø«¤õ)”A³Ģ«nŖŗ¬OØŗ¤TÓ¬}”Atrigger pin”AĄ»Įč pin”AĮŁ¦³fire control Ŗŗ¬}”A¦ģømøņؤ«×¤@©wn¦bspec¤§¤ŗ”C7 U6 u q/ Z5 i$ S7 m
³o³”¤Ą“N¬On½T©wĘpĄYøņlowerŖŗؤ«×n««Ŗ½”C
$ {) l5 ?" u) f; u$ Mn¹F¦Ø««Ŗ½Ŗŗؤ«×”A„żn½T©wdrill pressŖŗ©T©w¬O90«×”A„Ī¤ō„»ö¶qĘpĄYŖŗؤ«×”C
; s, M8 v' c% A! ]9 e3 {& P) ]7 V¦AØÓ“N¬O½T©wjig¦bdrill press bed¤W¤]¬O§¹„ž¤ō„”C. P; W( H/ c4 t0 H) S
½T»{ĘpĄYŖŗ¦ģøm«į”An©T©w¦ķjig¦bdrill press bed¤W”C Q7 Y2 E. {% U) S' [7 ]" b
¦bĘp³o¤TÓ¬}®É”AĘpĄY¤W”A§ØØć¤W”A„H¤Ī lower¤W³£n¦³¼ķ·ĘŖo0 D8 m* g$ s. |- {
¤£¶}¹q”A„Īdrill press¼ŅĄĄĘpĄY©¹¤UŖŗ°Ź§@”A½T»{ĘpĄY¬O¦b§ØØćŖŗ¬}Ŗŗ„椤„””A(¤W¤U²¾°Ź®ÉØS¦³æiĄæØģ§ØØć)
2 r7 x2 X) ? c/ y: e3 d$ @; a§ŚŖŗDrill press bed¤£°÷°Ŗ”A¤]¤£°÷¤j”A©Ņ„H„t„~¤Į¤ģĄY°µ¤@Ó„„x”A¦n©T©wdrill press vise
& R6 A1 c. W" ~- J( _Jig¦bdrill pressŖŗĘpĄY©¹¤UĘpŖŗ®ÉŌ·|¦³Ą£¤O”A¤£ŗŽ„Īdrill press viseĀź¦hŗņ³£·|¦]¬°„u¦³Āź¦ķØŗ¤łrouter„„x¦ÓÅżlower²£„Ķ¤@ĀIĀI©¹¤UŖŗ¦ģ²¾”A³o·|Åż·Ē«×¶]±¼”AøŃØM¤č®×“N¬O°µ¤@Ó¤ģ§É”AÅżjig¦b„„x¤W¾DØü¤UĄ£¤O®É¤£·|Åżlower¦b§ØØ椤µo„Ķ¦ģ²¾”C
, @& g9 k, ?5 U7 C1 O( i 0 n' |" q- i) f5 M 0 n' |" q- i) f5 M
„߻ѤMEnd milløĖ¤Wrouter¤§«e»Żn„Ībrake cleaner²M¼ä±¼¤W±©Ņ¦³ŖŗŖo”ArouterŖŗ§Øŗņ¾÷Øī¤]»Żn„Ībrake cleaner²MØģ§¹„žØS¦³Ŗoŗ¢Æd”A³o¼Ė¤~„i„H§Øŗņ”C+ J* T6 d) X. ]; Y; n# Z( Z* j
»Żn§ārouterøņØŗÓ¤U±½Õ¾ć°Ŗ«×Ŗŗ®y§¹„ž¤ĄĀ÷Ŗŗ®ÉŌ¤~„i„H„Ī¤uØć„h¦³Ø¬°÷Ŗŗ¤O¶Z„hĀźend mill.
2 D- R6 V; N1 i( j9 I5 }* e% ?- `¤Į³ĪĄY¤WØC¤@¦ø½Õ¾ć¤Į³ĪŖŗ²`«×Ŗŗ®ÉŌ³£n„[¤W¤Į³ĪŖo”AĮŁ¦³nroutŖŗŖķ±¤]n¤Į³ĪŖo”A§Śµo²{¦³µL¼ķ·Ę¦³«Ü¤jŖŗ®t§O”C„i„H±q¤Į³ĪŖŗ¶¶ŗZ«×„H¤Ī¾_°Ź·Pı„XØÓ”C. P; Z+ y! F' W) L
¤j«¬§l¹Š¾¹»Żn„ž®É±µ¤W”A¤Į³ĪŖŗ®ÉŌn¤@Ŗ½§l”A„Ī½¦±a§ājig¾ćÓ„]¦ķ”A»s³y„X¤@ÓsealŖŗŖŶ””A³o¼Ė¾T®h“X„G„i„H§¹„ž§l±¼”A¤£·|¶]„XØÓ”C8 O: Z5 o2 M8 y9 x- ]3 T
ĄHµŪ«õŖŗ²`«×¼W„[”A¾T®h·|¶VØÓ¶V¤£®e©ö³Q§lØ«”A³o®ÉŌ»Żn¤@Ó¤ńøū¤pŖŗ§lĄY¦ł¶i„htrigger packet„h§l±¼¦h¾lŖŗ¾T®h”C/ j8 Z2 G# J k* H* H
¤]¦]¬°©Ņ¦³¾÷¾¹¦P®É¶}±Ņ”A«D±`§nĀų”AÅ@„ŲĆčøņ¦Õøn¬O¤@©w»Żn„ž®ÉĄ¹¤W”C
z, p: |" Z! ]1 [% {# E. t²Ä¤@Ó«õ¦nŖŗlower±qjig¤W±©ī¤UØӮɔAØŗŗŲ¤ß±”¹ź¦b¬O«D±`¶}¤ß!
! m: ~# D0 m1 m: \/ z7 w9 K6 Q: X§ŚŖŗ²Ä¤@Ólower„ŖĆäfire control Ęp¬}¦ģøm¦]¬°²Ä¤@¦ø„Ī¤ā«ł¹qĘpĘpŖŗ®ÉŌؤ«×ØS¦³§ģØģ««Ŗ½”A©Ņ„H®t¤F¤j¬ł1mm„Ŗ„k”A¦]¬°¤ā«ł¹qĘp¹ź¦b¤£®e©ö±±Øī”A«įØÓ¬O„ĪJB weld§ā¬}øÉ°_ØÓ”A„Ī®y„x¦”¹qĘp«·sĘp¹L”A¦ģøm¤~„æ½T”C0 R7 q. Y( E" u% |+ {1 `7 D- Z
 # G9 J0 {5 j# I # G9 J0 {5 j# I
©Ī³\¦³¤H·|ı±o«ē»ņ³o»ņ·dč”A¤Ó³Ā·Š¤F”CĄH«K§äÓ¤UŗjئX°_ØÓ”A„i„H„““N¦n¤F”A¤]¤£¹L“N¬O¶ōŖ÷ÄŻ”A¤@¤äØBŗj”C
' ]: O: x" H" jØä¹ź”A°µ³oÓT91 clone”A¬O§Ś„ĪØÓ¬ö©ĄØŗ¬q“æøg¦³¦½¤ō”A¦³¶Ė·P”A¤ØżĀų³Æ«Ü¦³·PıŖŗ¤@¦~¤QÓ¤ėŖŗ§L§Š°O¾Š”C) }! \; O! `. g8 v3 \
0 z: l2 g% `, f! c% t: K
“XÓ¤UŗjØ”A°£¤F³oÓØč§LÄyø¹½X”A„t¤@ÓØč±č¦ø”A¤@ÓØč³”¶¤«H½cø¹½X”C
3 p4 R# ]! ^6 z' y, ~ V! R4 ?7 b³£¬O“æøgØč°©»Ź¤ßŖŗ¼Ę¦r”C
3 V, P- |- E, tMake no mistake, Øŗ¤@¦~¤QÓ„b¤ė¤°»ņŖƧ¾ĖØ_¤°»ņ©_©_©Ē©ĒŖŗØʱ”³£Ø£¹L¤F”A¦bØŗÓØS¦³“¼¼z«¬¤ā¾÷Ŗŗ¦~„N”A„Ī¤@¼h¤@¼hŖŗŖoŗ£”A¶Ā¦ā©_²§µ§¶ī¹L„hŖŗ”A©Ī¬O³QæN±¼Ŗŗ”AØä¹ź¦³«Ü¦h³£¬O¤£·Q¦A¦^¾ŠŖŗ¹L„h”C¦ż¬O20“X¦~¹L„h¤§«į”A§Ś¦ü„GŗCŗC„i„HÅé·|ØģØŗØĒøg¾ś¦s¦b§Ś¤H„Ķ¤¤Ŗŗ¤@ĀI·Nøq”C
& y! L- [0 z1 b% D6 _4 x/ r8 H„Ų«eøĖ¤W„hŖŗ¤Uŗjؽsø¹¬O§ŚŖŗ³”¶¤«H½cø¹½X”A¶§·„³B²z¹L¤F”C5 @2 o- O8 j; o. e& t8 K( ]

1 v: [8 w2 u' a. v333®v”C¤E¬}¤K¤C¤K”C
* e% a: q/ ?* P& fÅ„»”«įØÓ³oØĒ³”¶¤½sø¹³£«½s¤F”A©Ī³\ØŗØĒ³”¶¤µfø¹Ŗŗ©Ņæ×¾ś„v·Nøq¤]„uÆąÆd¦b¤ßøĢ¤F....# v X1 y$ z6 X( c: @
¤£¹L¤@°ļ¬P¬P³£„h¹ļ©¤©ź¤j»L¤F”A»”³oØĒ¤]ØS¦³„Ī¤F”C2 S# n5 C" R& Q$ K9 W
ÆuŖŗ»”¤Ó¦h¤F”A¬Ż¹Ļ§a~, h% g+ o( z: |- `) ?% `

# B, S8 P7 r; I6 l1 p5 WT91«Ü¦³„©«äŖŗ¬”¶ė³s±ģ³]p”A§Ś©ī¹LSIG 516”AHK MR556A1”AAdam ArmsŖŗ¬”¶ė”A§ŚÄ±±oT91Ŗŗ³]pµ“¹ļ¤£æé³oØĒ! T91ØS¦³¬”¶ėĄō(gas ring)”A„[¤W©Ņ¦³·|°ŹŖŗ¹s„ó³£³Q„]ĀŠ°_ØÓ”AŖżµ“ø¬āØ«„ŪŖŗ®ÄŖGĄ³øӫܤ£æł”C' t& X2 d5 Y! c. A# r5 u6 Y

: T: |; U3 m5 d& `$ a/ C³oÓ“N§O»”¤F”A„Į„ĪŖ©¬OĀą¤£Øģ1øņS¤§„~Ŗŗ¦a¤čŖŗ!! Y4 {* {' z# Y2 J1 `

7 g* w4 _4 n0 u) [6 t* Q2 c ) `0 V$ w" `( h ) `0 V$ w" `( h
„Į„ĪŖ©Ŗŗؾ¤õ“U«įØÓ³£¤£¬Ox³W¦³¤Õ¬}Ŗŗ³y«¬”A©Ņ„Hn“«¦Øx³W¦³§ķØīŗj¤f¤W“Ŗŗ¦³¬}Ŗŗؾ¤õ“U”C
' p0 t) {3 U0 x* ^
6 B7 _+ d |, K6 a: pÆĄĆC·Ó”AŖž“£§ā·ÓŖł”C6 y$ U7 B6 B+ K! O2 y
 7 g' @, b7 N+ K8 F" } 7 g' @, b7 N+ K8 F" }
øĖ¤WAimpoint ¤ŗ¬õĀI”A„[¤W„b³z©ś¼u§X”AĄ³øÓ¦³„ū¬½¤@ĀI”C
. x3 m+ f/ G6 `2 `) z6 | C 3 L. f) Q; ]# S; D! k" ]5 M 3 L. f) Q; ]# S; D! k" ]5 M
1686”A§ŚŖŗ³°x±č¦ø”C
0 S4 s1 A! d' f. a* Q 2 [9 _0 J: } w6 [+ j9 O 2 [9 _0 J: } w6 [+ j9 O
ØāÓ¤UŗjØĮŁØS¦³¶īøĖ§¹¦Ø”C
/ U( m1 F* d, U- y) X
0 f% p( z9 y" S7 C§ŚŖŗColt Socom 14.5 ^¦T M4”AøņT91¦X¼v”C+ R z+ x0 H- n: n: Z* U
 ; o+ W) W$ P+ K9 o a) W6 c: Q3 K ; o+ W) W$ P+ K9 o a) W6 c: Q3 K
„Ų«e§Ś„ž³”ARøĢ±°ß¤@„i„H¤WØė¤MŖŗ”A“N¬O³o§āM4”C P/ F5 ^' a k) d# X( B
 . U, x6 {3 S/ m" H n . U, x6 {3 S/ m" H n
ĮŁ¦³¤@ӦѤjōØÓ“”Ŗį”A205¼tŖŗŖų©xĢ”A¦pŖG¦³¬ŻØģŖŗøÜ”A«ō°U«ō°U”A„XÓ°ü¬ģŖ©”A°Ś¤£¬O°Õ”A„XÓ“_ØčŖ©ŖŗT65K2Ŗŗ¤W¾÷§X®M„ó²Õ”A¤@©w¦³„«³õ”C& ~: }$ Q5 B$ `2 f$ d+ T& Z: M

" U( y, o4 j% P8 N1 F' V©Ņ¦³T91/T65K2¤U¾÷§XŖŗ¤j¶°¦X! (§ŚŖ¾¹D”A§Ś¤]§Ę±ę„ž³£¬O§ŚŖŗ!)7 V* U# ?; I4 N$ m' d( N. n
 & W) B! B" C% C9 g$ f% c9 D & W) B! B" C% C9 g$ f% c9 D
ĮŁØS¦³®É¶”¤W¹v³õøÕøÕ·Ē«×”A«ŻÄņÅo~$ ?* _& ~" I- R* n! P; \6 j6 B5 G
ĮĀĮĀ! |

 ”m¾Ė§L¬GØĘ”n³ÆøgĀ` µŪ 2023/02/01„Õ¶H¤å¤Ę„XŖ©
”m¾Ė§L¬GØĘ”n³ÆøgĀ` µŪ 2023/02/01„Õ¶H¤å¤Ę„XŖ© ÅwŖļ¦U¦ģ¾ĒŖų
ÅwŖļ¦U¦ģ¾ĒŖų ¾ĒŖų¦n
¾ĒŖų¦n «į¾Ė½×¾Ā»PÅK½Ć§L¹ĪĮp¦X±Ą„X ²Æ„ŅøUØt¦C„ś©śæO
«į¾Ė½×¾Ā»PÅK½Ć§L¹ĪĮp¦X±Ą„X ²Æ„ŅøUØt¦C„ś©śæO ³”¶¤¾Š©¹15”u±µ·~°Č”v
³”¶¤¾Š©¹15”u±µ·~°Č”v

 ¼Ó„D
¼Ó„D